自主研发/生产 揭秘江淮6DCT如何打造?
[汽车之家 变速箱技术] 目前在汽车“三大件”里,发动机和底盘对很多中国品牌车企来说都是小菜一碟了,大家都有着比较成熟的技术和丰富的开发经验,唯独自动变速箱技术还相对薄弱一些。很多车企更愿意直接采购格特拉克、采埃孚和爱信等公司的成熟产品,江淮却不同,自主研发出6DCT变速箱之后,它便开始极力铺展这款产品。我们曾对它进行过一次拆解《奠定技术方向 拆解江淮6挡双离合变速箱》,今天我们走进工厂来聊一聊它是如何诞生的!

● 造双离合变速箱前的纠结
回到十年前,中国汽车工业逐步有了起色,一些中国品牌车企开始不满足于制造手动挡车型,酝酿着自动变速箱技术。江淮算是其中比较早的一个,它最终为什么选择了DCT变速箱,背后也是有着一些不为人知的故事。

毕竟AMT变速箱是介于手动挡和自动挡变速箱之间的技术,所以跨出第一步之后,江淮人开始着手研发真正的自动变速箱。其初期的技术路线并不是DCT双离合变速箱,而是AT自动变速箱。

虽然江淮的研发团队成功完成了4AT变速箱的雏形,但由于AT变速箱的零部件复杂,当时国内并没有相关成熟的供应商产业链基础,供应商无法满足江淮的要求,配套技术跟不上,因此这台4AT变速箱只能沦为了试验室里工程师的教具。那么,江淮的自动变速箱之路会因此终止吗?
2009年,江淮调整了技术路线,开始转向了研发DCT变速箱,这其中有一部分原因是当时国家“863计划”政策的推动。2008年,国家发改委牵头,联合一汽、上汽、东风、长安、奇瑞、华晨、江淮、长丰、吉利、广汽、北汽、长城等组建了中发联投资公司,致力于共同攻克DCT变速箱技术。随后,中发联与美国博格华纳建立了博格华纳联合传动系统有限公司,双方股比为34:66。之所以与博格华纳联合,中发联看中的是其在双离合器模块方面的技术优势。

选择了DCT变速箱路线后,江淮又面临着干式离合器和湿式离合器的两个分叉路。相比干式DCT,湿式DCT有着更好的稳定性,能适应的扭矩潜力更大;再加上前期有过接触的博格华纳在大连已经建立了工厂,双离合器模块能够直接在国内采购,综上这些原因让江淮选择了湿式DCT变速箱。
● 江淮做了怎样的一款双离合变速箱?
大众比较早的在中国推行了DCT技术,因此江淮在研发DCT变速箱的时候,在参数设定上对标了大众的6DCT(DQ250)变速箱。由于初期对DCT变速箱没有一点经验,所以江淮找到一家名为hofer的德国工程技术公司,来合作推进这款DCT变速箱的项目,过程中hofer公司扮演的是协助角色,知识产权是江淮自己的。



随着瑞风S7的上市,江淮的6DCT变速箱也进行了更新。相比最初版本,新的6DCT并没有发生本质上的变化,只不过随着技术的迭代,增加了诸如发动机自动启停、自适应巡航、刹车辅助、变速箱经济模式选择等扩展能力,具体的更新体现在软件控制程序和电气化接口等方面。

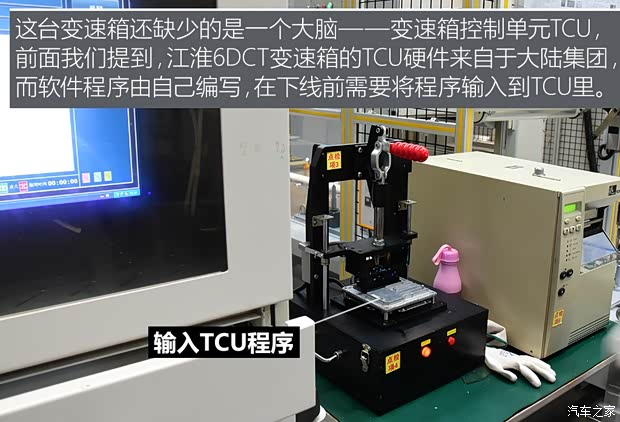
值得一提的是,即便是今天,很多中国品牌车企在研发DCT变速箱时,变速箱TCU的软件程序依然是与国外供应商合作开发,而江淮却选择了采购大陆集团的TCU硬件,并自己编写TCU软件程序,这是非常关键的一个抉择。如果由国外供应商来包揽TCU的程序开发,那么就意味着后期维修保养和升级TCU程序都需要外人来协助,软件成本是需要持续投入的;自己开发TCU程序,那么即便是开始很艰难,苦尽甘来,后期的维护和更新便能自主完成。
● 上百种零件如何组成一台变速箱?
双离合变速箱的技术基础源自于手动变速箱,其零部件相对要更复杂一些,一般由变速箱壳体、输入轴、输出轴、双离合器模块、各挡位齿轮、同步器、换挡拨叉、液压控制模块、电磁阀、电磁阀线束、传感器、油泵等上百种部件组成。

一般来说,出于成本和各方面因素,一家整车厂不可能自己生产所有的变速箱零部件,江淮的变速箱工厂里主要负责了壳体、阀体等部件的加工和变速箱的总装配,以及变速箱的检测。下面我们就来仔细看一看这是一个怎样的过程?
㊣- 壳体、阀体的机加工:这台会“十八般兵器”的家伙很重要!
如今,乘用车的变速箱壳体基本上都采用了铝合金材质,主流的加工工艺是压铸,这种工艺能够制造出形状复杂、轮廓清晰、薄壁深腔的金属零件。江淮并没有自己来完成这一工艺,而是直接采购外协公司的毛坯,然后自己负责机加工。

江淮引进的是德国斯达拉格海科特(Starrag Heckert,有着百年历史的机床制造商)的机加工设备。这套设备能够保证变速箱壳体一次定位就能完成所有机加工的工序,避免了多次定位带来的制造公差。

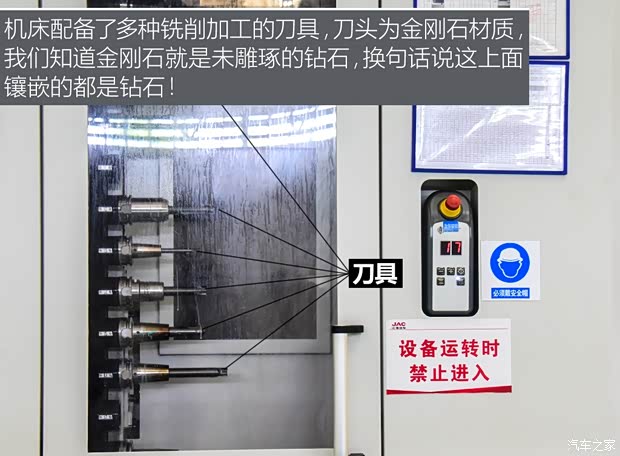
这台机床能让毛坯蜕变成标准的变速箱壳体,其机床内部配备了多种铣削加工的刀具,机床正如习得了十八般兵器,能够自行地切换各种刀具,对壳体毛坯的不同断面进行加工。

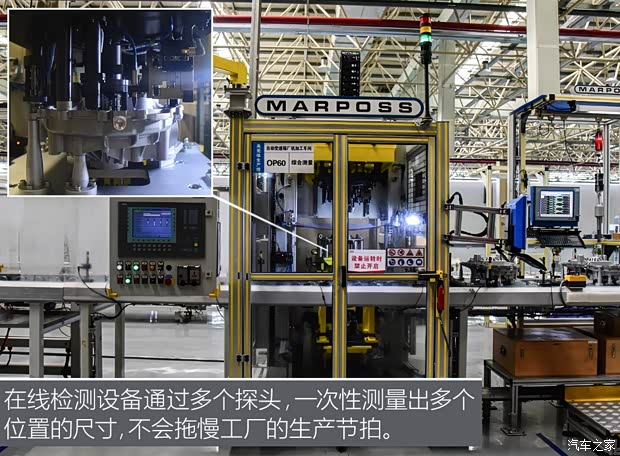
清洗之后的工序是100%的在线尺寸检测,对变速箱各断面、沉槽等尺寸进行精确地测量,有多精确呢?意大利的MARPOSS检测设备能够测量到0.0001mm,这几乎相当于头发丝直径的千分之一。
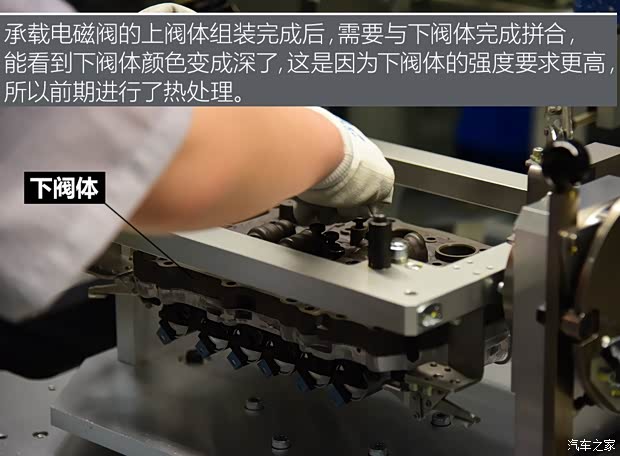
除了变速箱壳体,承载电磁液压控制系统的阀体也同样是采购铝合金毛坯件,然后进行机加工。相比变速箱壳体,阀体对清洁度的要求更高,因为上、下阀体两部分上设计有流通液压油的细密油道,小颗粒或者毛刺都会对液压系统产生影响,甚至导致变速箱换挡出现异常。


经过清洗机的冲刷之后,还要经过生产线上专门设有的阀体检测工位,人工来复查阀体是否清洗干净、是否有加工缺陷,这就到了考验眼力的时刻了!如果问题不大,员工会进行简单的修整,否则就会直接标记为不合格产品。

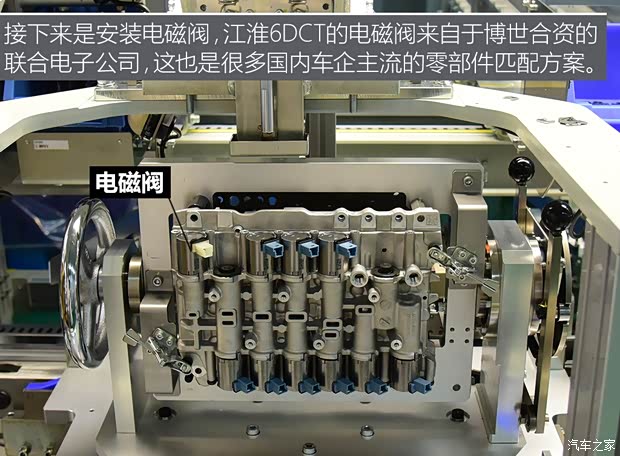
由于齿轮和齿轴是由江淮旗下的股份公司负责加工供给的,所以在机加工生产线上我们只看到了变速箱壳体和阀体的诞生。上阀体、下阀体、电磁阀、油泵、液压油等组成了变速箱里非常重要的液压控制模块HCU(Hydraulic Control Unit),变速箱上布置液压控制模块的箱体也常常被叫做滑阀箱,下面就来看看它是如何组装的?
㊣- 液压控制模块HCU分装线:最舒适的车间?

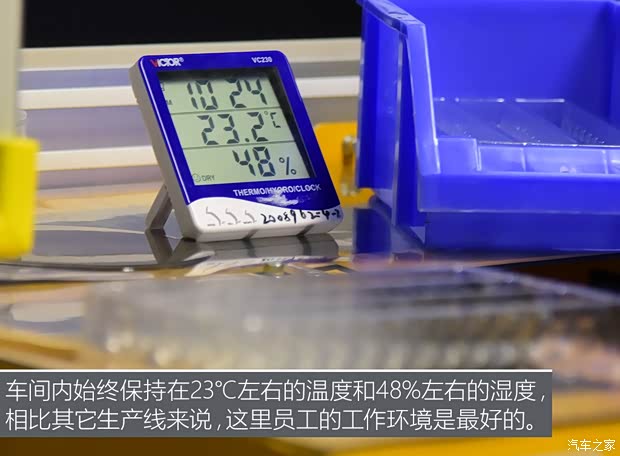
液压控制模块的安装精度要求更高,因此组装时需要一个干净、恒温恒湿的环境,江淮为这条分装线单独建立了密封式车间,隔绝尘土的对零部件的影响,并配备了空调系统。所以可以想象在这个车间的员工有着最舒适的工作环境,或许重度洁癖者们都会喜欢这里。

进入HCU分装线需要员工戴上防尘帽,穿上防尘服,外人参观必须要穿上鞋套,严格控制每一粒灰尘进入,可见车间对清洁度的要求之高。



“必须要一件件的检测!”生产负责人告诉我,液压控制模块一样需要100%的检测,测试台架会模拟多种不同的变速箱换挡工况,试验液压系统的综合性能。

其实,对于这样一个核心的零部件模块,很多车企都是直接采购国外供应商的产品,不会自己生产液压控制模块,而江淮选择了自己生产,因此便能够最大化的控制变速箱成本。目前这条生产线每天大概能生产200件液压控制模块,基本满足于江淮6DCT变速箱7万台的年产能。
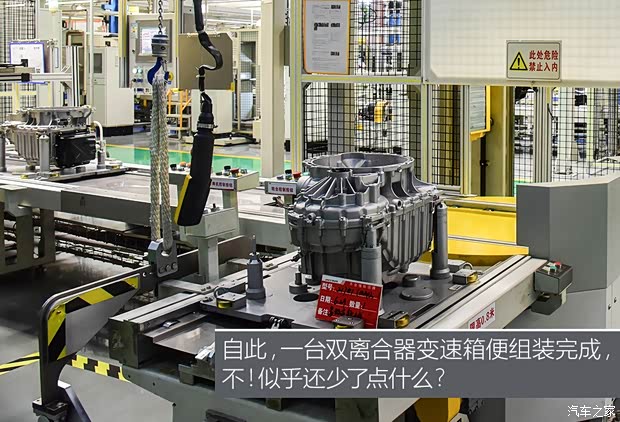
㊣- 总装配线:上百种零件的“聚会”
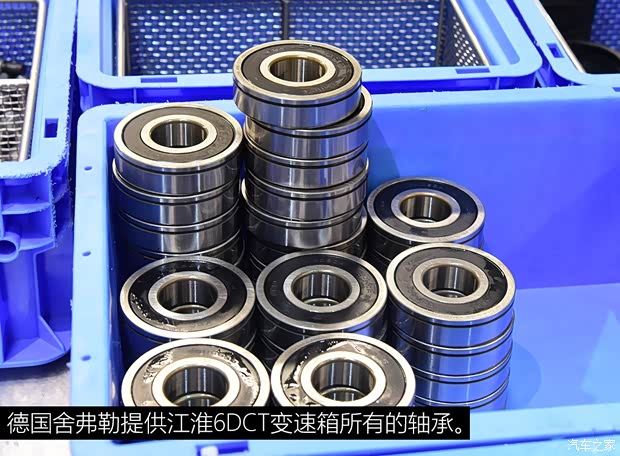
在车用轴承这一领域,舍弗勒公司占据着全世界很大一部分的市场份额,不是说中国企业造不出这些轴承,而是舍弗勒将产品的成熟度、稳定性、成本都控制在了一个很高的水平,因此为了性价比,江淮这款6DCT变速箱上的轴承全部都采购于舍弗勒。
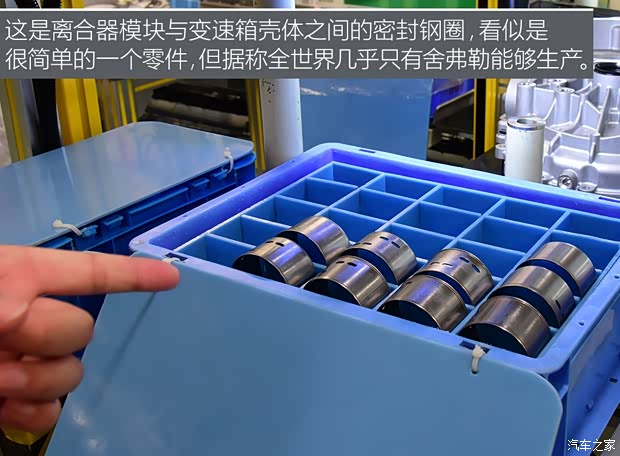
我们知道汽车是由几万个零部件组成的复杂产物,整车厂更多的是完成了零部件的组装过程,其零部件供应商的产品水平便决定了一辆车的水平,中国汽车工业与国外汽车工业的差距也是体现在了这些底层供应商的差距。例如下面装配的这一个小小的密封钢圈便是一个典型的例子。
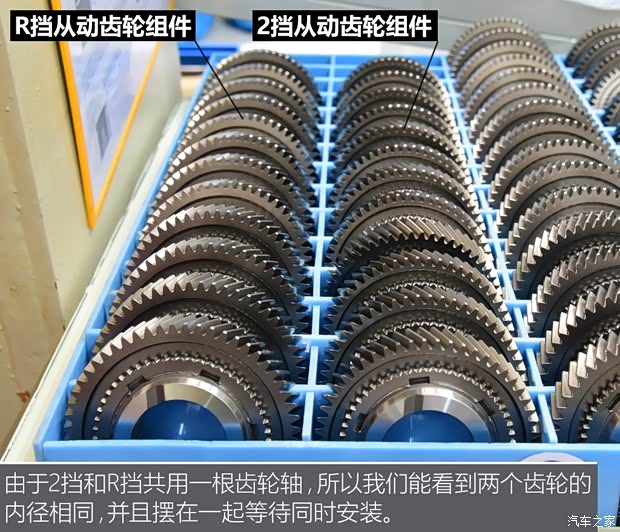
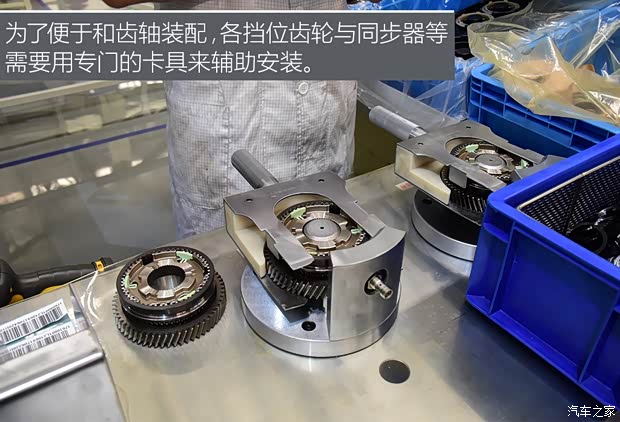
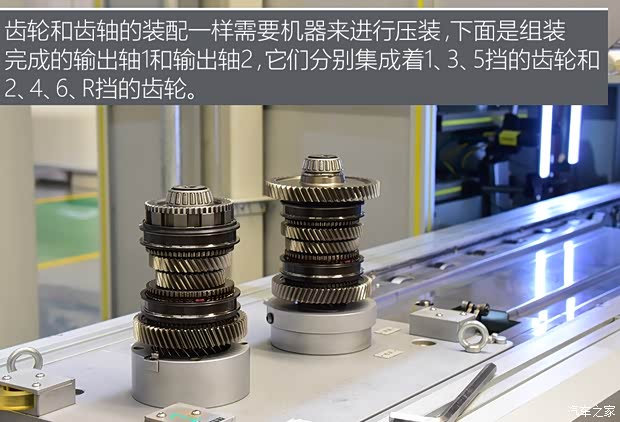
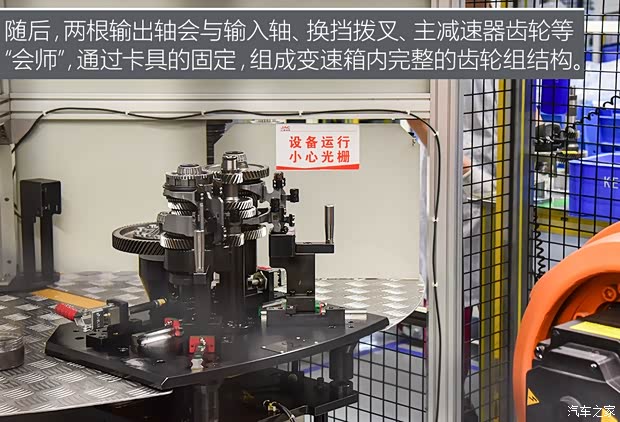
江淮6DCT变速箱的齿轮、齿轴、同步器全部由外协公司提供,运送来之前就已经完成了热处理工序,热处理能够让齿轮和齿轴获得更好的机械性能,强化表面硬度,提升疲劳耐久性。这些部件首先要在齿轴分装线上完成装配,分别组成两根完整的输出轴1和输出轴2,然后再与输入轴、主减速器齿轮等一起放入变速箱壳体内。
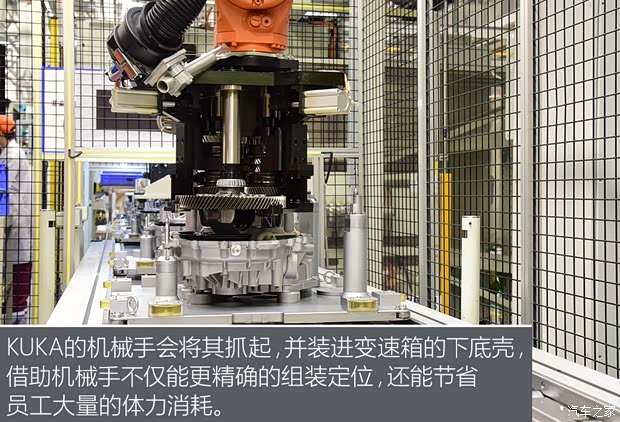
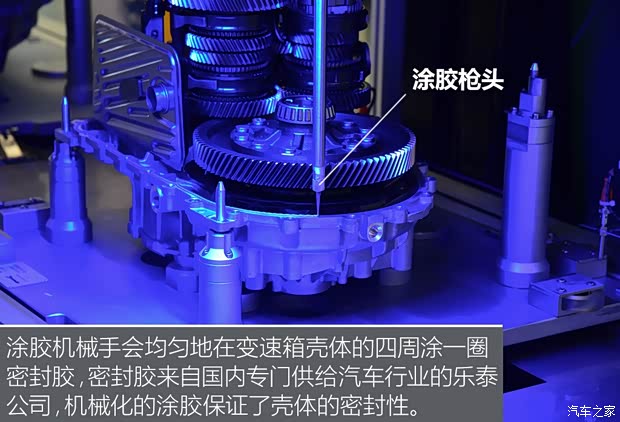
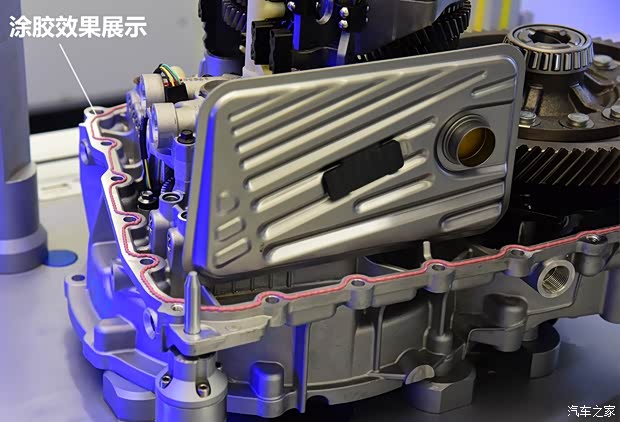

为了保证涂胶粘合的一致性,人工定位后,预压紧工作交给机械设备来完成,因为这样才能让四周的胶受到均匀的压紧力。


对于湿式双离合变速箱来说,几乎都会匹配电磁液压控制系统,液压控制模块并不是集成在变速箱壳体内部的,为了便于维修和更换,布置液压控制模块的整个滑阀箱一般都会设计在壳体之外。下面这道工序就是为变速箱装上这套核心的控制模块。

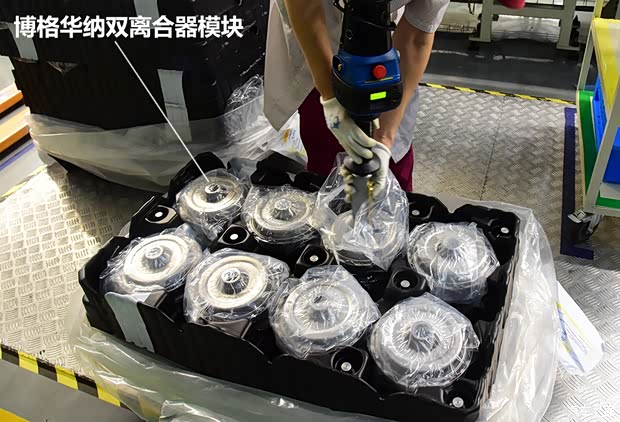
随着总装线的推进,我们来到双离合器模块的安装位置,这里早已运来了博格华纳大连工厂生产的离合器,受制于博格华纳在湿式离合器模块领域几乎垄断性的因素,国内车企使用的湿式双离合器大多采购于此,采购的价格厂商不便透露,江淮工厂负责人称它占据了变速箱很大一部分的成本。

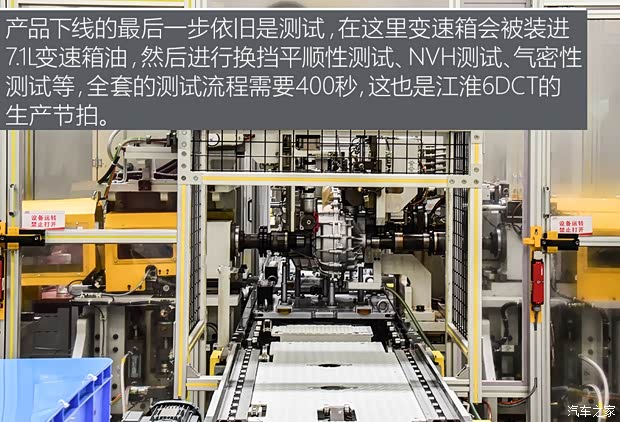
台架测试只是产品验证的一部分,在量产前,这台6DCT变速箱还需要装进整车,经历120万公里高温、高寒、高湿度、高海拔等综合路况的耐久性道路测试。
● 总结
这款6DCT变速箱的生产过程中,江淮主要负责了变速箱壳体、阀体的机加工,HCU液压控制模块的装配,以及变速箱的总装和在线测试,工厂的生产设备和工艺属于主流的加工水平。其核心的双离合器模块、电磁阀等都源自与国际一流供应商,但值得一提的是变速箱TCU的软件程序并没有求外人帮忙,江淮选择了自主研发,可以肯定的是,这个抉择对江淮后期变速箱的调校和长期的数据积累会带来长远有利的影响。
当提及变速箱挡位数的问题时,工程师透露,随着如今变速箱挡位越来越多的趋势,江淮也不排除后期将这块6DCT扩展成7DCT,毕竟目前6DCT的结构基础是允许这样做的,只需在一根输出轴上增加一套齿轮便可。另外,后期江淮还会推出扭矩更小的DCT变速箱以匹配自家的小型车和小型SUV,研发出支持混合动力的DCT变速箱。(文/图 汽车之家 夏志猛)
